
引言
一氧化碳气体流量表广泛应用于油田、化工、城市燃气等流量计量装置,其基表结构主要由壳体、转 子、端板和同步齿轮等零部件组成,其中核心零部件转子的线型、叶片头数、形状和加工精度都会直接影响一氧化碳气体流量表的流量范围度、压差、噪声和计量准确度等工作性能。
目前国内外一氧化碳气体流量表大部分采用两直叶转子,线型大致有渐开线型、内外摆线型和圆弧线型等。由于设计三叶转子和扭叶转子对工程师的专业知识和数学有着较高的要求,而且加工工艺性能也低于两叶转子,所以,三叶转子和扭叶转子在实际的一氧化碳气体流量表中应用的很少。本文通过我们研发的一种三叶转子一氧化碳气体流量表的工作性能,以三叶转子的四轴加工为例,提出一种能够满足单件或小批量试制加工使用的转子工装,介绍 SolidCAM 中的一种多轴加工策略,以提高三叶转子的研发试制水平。
1 工艺路线分析
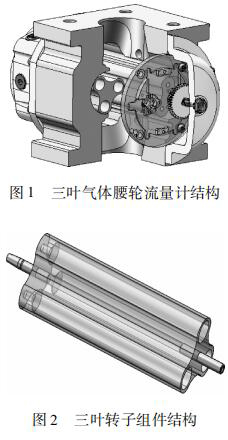
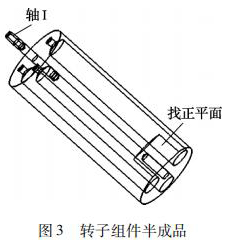
一氧化碳气体流量表作为容积式计量仪表,由于在实际计量中存在一定的泄漏量,需控制两根转子之间的间隙、转子与端板的间隙、转子与壳体的间隙,所以其转子有着非常高的加工精度。三叶一氧化碳气体流量表结构如图 1 所示,三叶转子组件结构如图2 所示。两端轴的不锈钢材料使用气动压力机以过盈配合压入转子中,转子为 6061#铝材。由于只是测试三叶转子的工作性能,为降低研发成本,直接使用圆形棒料作为转子毛坯,根据三叶转子组件结构及加工部位精度要求分析加工工艺路线。
工艺路线及要求:
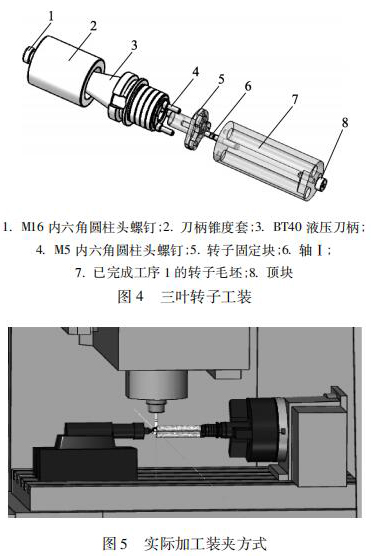
1) 工序 10: 采用四轴卧式加工中心,使用 V 型块和压板固定转子毛坯( 圆形棒料) ,钻出 3 个均匀分布的孔以减轻转子重量,留 5mm 不钻通,加工成M5 螺纹孔,铣出一条找正平面,再加工转子两端面和压轴孔,保证转子长度、两端平行度、平面度,两端压轴孔的同轴度、压轴孔和两端平面的垂直度。
2) 工序 20: 采用气动压力机将轴Ⅰ压入转子。完成转子组件半成品如图 3 所示。
3) 工序 30: 采用四轴立式加工中心,使用专用工装装夹固定铣削转子曲面( 截面轮廓) 。
4) 工序 40: 采用气动压力机将直轴压入转子,完成转子组件。
2 三叶转子四轴加工工装
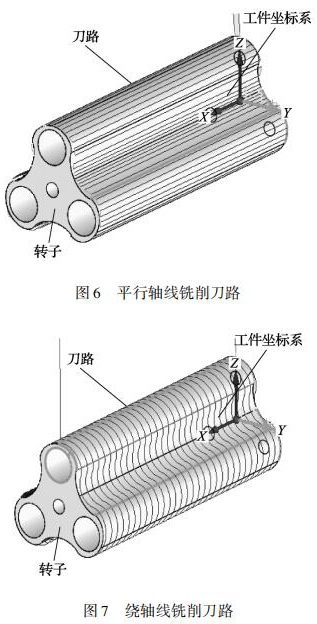
目前量产中的转子都是型材毛坯,采用成型砂轮磨削或者定制成型铣刀进行加工转子曲面。这种加工方式工艺成熟,适合大批量生产,而且有利于转子线型的技术保密,但加工方式在研发试制中应用试制加工周期会很长,而且成本很高,不适合单件或小批量试制。为此,笔者基于四轴立式加工中心,结合三叶转子加工工艺提出一种工装,如图 4所示。将这套工装定位在立式加工中心四轴回转中心上,加工装夹方式如图 5 所示。用机床尾轴顶住转子来增强加工刚性避免切削时产生震颤。
3 数控加工
3. 1 三叶转子铣削原理
三叶转子的曲面是由多条直线组成的直纹面,加工三叶转子这种高精度的直纹曲面必须采用四轴或五轴联动的数控机床。三叶转子的铣削方式有刀具路径平行轴线铣削、绕轴线铣削两种刀具路径。平行轴线铣削原理为: 刀具在转子曲面上沿 X轴从转子的一端移动到另一端铣出一条直线,铣削下一点位时旋转 A 轴 Z 轴联动再次从转子一端铣削到另一端,采用往复铣削直到完成整个转子曲面,刀具路径如图 6 所示。绕轴线铣削原理为: 刀具在转子曲面上 AZ 轴联动刀具绕 A 轴轴线铣削,铣削下一点位时移动 X 轴,再次 AZ 轴进行联动铣削,采用往复铣削直到完成整个转子曲面,刀具路径如图 7 所示。由于绕轴铣削需要 AZ 轴联动切削,而数控机床可以达到的进给率是由*慢的轴决定的,所以,这种刀具路径在精加工高速铣削时并不适用。
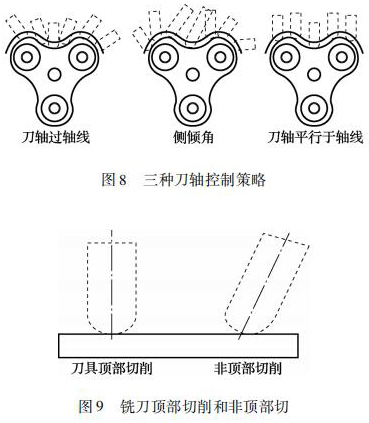
四轴加工中采用球头铣刀,刀轴控制策略是提高加工效率和转子曲面表面粗糙度的关键。如图 8所示,刀轴控制策略有常见的刀轴过轴线、侧倾角、刀轴平行于轴线。笔者采用平行轴线铣削加工方式对这 3 种刀轴控制策略进行实际加工对比,得出采用侧倾角刀轴控制策略加工出的转子曲面表面粗糙度*好。其原因主要由于刀轴平行于轴线这种刀轴控制策略采用球头铣刀加工时,其刀具切削转子曲面时的接触点为刀具的顶部,球头铣刀的顶部直径为零,线速度也为零。此时刀具是在挤压工件,刀具顶部也容易磨损。刀轴过轴线策略虽然刀具与转子曲面的接触点一直在变换,但是也有刀位点是采用刀具顶部去切削。侧前倾角刀轴控制策略: 控制刀具与转子曲面接触点的位置,避免球头铣刀顶部铣削转子曲面,实现刀尖的点的偏离,提高刀具切削点的线速度。球头铣刀顶部切削和非顶部切削如图 9 所示。
3. 2 三叶转子 CAM 编程过程
SolidCAM 软件四轴加工具有多轴粗精铣、丰富的刀轴控制策略、刀具碰撞及干涉检查、多轴机床仿真、生成数控机床 NC 代码等功能。此处笔者以SolidCAM 多轴加工中的垂直于曲线加工策略为例阐述粗精加工编程过程。*一步: 加载 Solidworks三维模型并设置软件四轴加工环境; *二步: 添加刀具,粗加工采用直径为 10mm 的立铣刀,精加工采用直径为 6mm 的球头铣刀; *三步: 创建粗加工程序,打开多轴加工中的垂直于曲线加工; *四步: “驱动曲面”选择三叶转子曲面,“引导曲线”选择三叶转子截面轮廓,将驱动曲面余量设置为 0. 2mm;*五步: 选择已添加的立铣刀,并设置刀具切削参数; *六步: 设置切削步距为 1mm、旋转轴为 X 轴;*七步: 计算刀具路径,完成粗加工程序; *八步:拷贝粗加工操作过程,驱动曲面余量更改为 0mm,刀具更改为直径为 6mm 的精加工球头铣刀,切削步距更改为 0. 25mm; *九步: 设置刀轴控制方向为相对切削方向倾斜,侧倾角为 15°; *十步: 将曲面的切削公差设置为 0. 005mm( 控制三叶转子曲面轮廓度误差) ,计算刀具路径; *十一步: 对粗精加工刀具路径操作进行三维模拟仿真,观察刀具轨迹是否正确,并生成 G 代码。
3. 3 三叶转子曲面尺寸控制
一氧化碳气体流量表中的两对转子啮合间隙尺寸非常重要,定出合理的啮合间隙需要加工多种转子尺寸进行测试验证。实际加工常用的尺寸控制方法有两种: 一种是通过电脑 CAM 软件进行调整加工尺寸,在 SolidCAM 软件中通过更改驱动曲面余量尺寸,即可调整转子尺寸,这种方法更改时要重新生成加工 G 代码导入到机床进行加工,机床与电脑联网时会考虑采用这种方式; 另一种是通过数控机床控制器补偿,在 CAM 软件生成 G 代码时需加入 G43刀具长度补偿指令,加工时调整转子尺寸时只需要更改数控机床上的刀具长度补偿值。
4 结语
本文分析了三叶转子的结构,编制了加工工艺过程,设计的三叶转子工装方便装夹、操作简单,同时运用 CAM 软件合理选择加工策略,详细讲解了使用球头铣刀在多轴加工中设置侧倾角可以避免刀具线速度为零的问题。这些加工工艺、工装、尺寸控制方法、编程技巧只要稍做改变就能应用于一氧化碳气体流量表中的两叶转子、三叶螺旋转子,提高新产品研发试制周期。

